If you have a welder that outputs AC, you may use the most popular low-carbon rods except E6010. To be certain, check their packaging if they allow vertical down. Socket welds could be welded with the 7018 and root passes could be welded with the 6010. There is also the E6010 rod that is similar but better than an E6011. A Ha biztos akarsz lenni abban, hogy a fordtst Ausztrliban elfogadjk, csak NAATI fordtval dolgozz! arc welding rods contain iron power in the flux and low hydrogen You can use basic rods if the workpiece is large and heavy with a complicated or restricted joint. cyberweld If you want to do a multipass weld, cellulosic rods can slow you down.
{kind=link}
For example, you want to weld equipment exposed to very low temperatures, for instance, outdoors with -40F (-40C). In the vertical weld position, 6010 and 6011 welding rods can be run either uphill or downhill. Low-carbon steel cannot get hard enough to experience hydrogen cracking, except if it is thicker than 0.75 (19mm). This will help to reduce distortion. Its down and dirtyand I like it. Thats because AC changes direction at a fast rate, and there is a heat drop between each cycle. If the base metal is thicker than 3/16 and to achieve full penetration with single-side welding, it will help to bevel the joint, for example, creating a single V butt joint. Mindenkinek btran ajnlom. You should always check the rods packaging to know precisely the range.Stick rod1/161.6mm5/642.0mm3/322.4mm1/83.2mm5/324.0mm3/164.8mmE601060-9075-130120-165160-195E601125-4035-6560-9075-130120-165160-195E601325-5040-7065-9585-135125-175175-215E701475-105100-150135-200185-240E701870-11090-160130-220170-270E7024130-160165-225210-290E308L-1625-5550-8570-11595-145135-180ENiFe-CI70-8585-110110-140120-160E404350-8070-120110-150Stick welding electrodes amperage range per wire diameter DC+. An E6011 stick rod is used for welding low-carbon steels that require an arc with deep penetration, when the metal is not clean, and when the weld metal must freeze rapidly. As with the rod size selection, the welding position is vital when you set the amperage. Gabi These rods can cover almost all the needs of a home welder for mild steel. The rod sizes are for fill-freeze rods such as the E7018 and the E6013.Square butt joint with open root. An aggressive, digging rod that is DC only does not weld on AC and some inverters do not burn this rod well. For example, a 1/8 E7014 rod is thicker than a 1/8 E6013 and much thicker than a 1/8 E6010. Slag inclusions, which are slag trapped in the weld metal, are more frequent with rods that are too thin for the job. so in theory, if you had one square inch of weld metal in a slow straight pull, it wouldnt fail until you applied 60,000 lbs. What to consider before selecting a stick welding rod type? Thats because you weld with a fast welding speed, and the rod must melt fast enough. The most commonly used are E6010, E6011, E6013, E7018, and E7024, 6010 are most commonly used for welding root passes in pipe and even for the fill passes on pipelines, 6011 are the cousin of 6010 and are designed to be used on AC, 6013 is the farmers rod and the rod most people use first when learning to weld, 7018 is used for pipe welding and structural steel welding, 7024 is used to lay down a heap of weld..a really hot and big puddle to get things done quick if its flat or horizontal. Tams mindig alapos s precz, a hatridket mindig pontosan betartja, s srgs esetben is mindig szmthatunk r. However, the rod size must also provide a satisfactory metal deposition. And I am sure they have some slang terms as well. Thats a lot of passes. 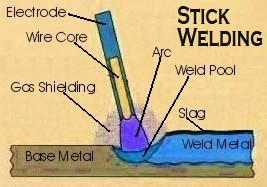 The exception to this is when you want to weld very thin metals, for example, 17 gauge sheet metal (1.4 mm) while the thinnest rod is 1/16 (1.6 mm). For vertical-down, use 115A and faster speeds.
The exception to this is when you want to weld very thin metals, for example, 17 gauge sheet metal (1.4 mm) while the thinnest rod is 1/16 (1.6 mm). For vertical-down, use 115A and faster speeds.
The arc will not start easily, and the rod willstick to the base metal. Nzz krl s vedd fel velem a kapcsolatot, ha tudok valamiben segteni vagy, ha krdsed van. Joints with tight fit-ups need higher amperage, and those with very wide or uneven fit-ups need lower amperage. Viki , Vlassz trgyat When you set a high value to arc-force, the welding power supply will increase the amperage if the arc length shortens.
For vertical-up, use a thinner 5/64 rod and 40A. The basic flux also fights impurities of low-quality steel such as sulfur that can lead to hot cracking. If the rod size is too small, it may not offer deep penetration and fusion with the base metal. 6013 rods can also be run either up or down on vertical welds. Stick rods 3/16 and larger are used for very thick and big workpieces that are not common and need a lot of experience to weld. Mr ajnlottuk Tamst bartainknak s tovbbra is fogjuk. How to choose the correct stick welding rod size? You can pick a rod with the same thickness as the base metal but use it with caution. Depending on the root gap and face dimensions and the rod size, the amperage might be 10-20% lower than usual for open-root welds. D.L.T coaiting will break off exposing the wire, and if the wire is exposed  Now lets see what is the basic usage of these rods for beginners and home welders. welding rod filler electrode stick types rods table electrodes classification numbers aluminum guide different cast chart tig consumables current mean Also, there could be slag inclusions under the weld metal. Furthermore, most rods for stainless steel, cast iron, etc., need a high OCV to work. Otherwise any storage that is moisture proof should When you weld thin metals, for example, sheet metal, warping is very hard to avoid. What do you need to know about choosing the right electrode type? If you want to weld home improvements that will hold static weights, for example, welding carts, tables, or shelves, then rutile rods are more than enough. In a few words, low-hydrogen welding is professional work. Then, you weld the joint using common-sized rods. I decided to start this blog as a helpful online guide for everyone who wants to learn more about the welding processes, equipment, and techniques. Welding rods are available in different amounts, and it's a good idea to have both fast freeze and filler rods on-hand. For these reasons, you set the amperage higher. Is Stick Welding Easy or Hard to Learn?
Now lets see what is the basic usage of these rods for beginners and home welders. welding rod filler electrode stick types rods table electrodes classification numbers aluminum guide different cast chart tig consumables current mean Also, there could be slag inclusions under the weld metal. Furthermore, most rods for stainless steel, cast iron, etc., need a high OCV to work. Otherwise any storage that is moisture proof should When you weld thin metals, for example, sheet metal, warping is very hard to avoid. What do you need to know about choosing the right electrode type? If you want to weld home improvements that will hold static weights, for example, welding carts, tables, or shelves, then rutile rods are more than enough. In a few words, low-hydrogen welding is professional work. Then, you weld the joint using common-sized rods. I decided to start this blog as a helpful online guide for everyone who wants to learn more about the welding processes, equipment, and techniques. Welding rods are available in different amounts, and it's a good idea to have both fast freeze and filler rods on-hand. For these reasons, you set the amperage higher. Is Stick Welding Easy or Hard to Learn?
{kind=link}
You need a solid 1 inch leg fillet weld on each side. Neither a 3/16 (4.8mm) E7018 rod that has a range of 200-275 amps. 60 = 60,000 pounds per square inch tensile strength. So if you set a high value to arc-force, you want to consider it when selecting your rods amperage. According to that, you may have restrictions on the rods you can use. The test is a 6 inch schedule 80 pipe in 6g . build up weld. If you have a very large and thick workpiece, it will absorb the heat at high rates. 7018 Would you prefer to share this page with others by linking to it? For example, if the base metal is 1/8, you select a 3/32 rod. 2014. jlius 7. This voltage is low, and you can use only rutile rods. If the amperage is above the range, the arc will act and sound too aggressive, the flux will be damaged before it burns, and the rod will turn red as you weld. This type of current will focus the heat on the rod and not on the workpiece. Furthermore, they do not have high amounts of iron powder in their flux. Informatikai szakmai anyagok (Felhasznli-, s zemelteti Manulok, Szablyzatok, Szerzdsek stb.) The E indicates Electrode because remember, some welding rods are not electrodes. Different rod types can have the same wire diameter but different total thicknesses. Furthermore, many dual-voltage welders output a different amperage depending on the voltage you plug them. After this general rule, you finetune the amperage by considering the following factors. However, some mild steel grades may have a higher tensile strength that E60XX rods cannot cover. Smaller rods will create a smaller puddle that is easier to control. The most common stick welding rod sizes are 3/32 (2.4mm), 1/8 (3.2mm), and 5/32 (4mm). At the same time, there will be no side effects from too much heat.
This is an all-position, AC or DCEP electrode used by farmers for years. Alternating current flows in both directions, creating an amperage lag. This covering has what are called 'arc stabilizers' and they give off a shielding gas that forces air out which will contaminate and ruin your weld. Even though mig and flux core welding are much faster for production welding, they have not replaced stick welding for portability, simplicity, and reliability. But it has a light rust coating on it. Csak ajnlani tudom!
welding weld determine soudure soldadura toying charts wissenswertes technik aparati varilni tig varilna tehnika welds problemas soldar brazing alambre greensilver With experience, you can use thicker rods with a higher amperage for faster results.DesignationMetal thicknessRod sizeAmpsE601113 ga / .093 (2.4 mm)5/64 (2 mm)50E601111 ga / .125 (3.2 mm)3/32 (2.4 mm)70E6011.188 (4.8 mm)1/8 (3.2 mm)95E6011.250 (6.4 mm)1/8115E6011.312 (8.0 mm)5/32 (4 mm)145E6011.375 (9.5 mm)5/32165E601313 ga / .093 (2.4 mm)5/64 (2 mm)55E601311 ga / .125 (3.2 mm)3/32 (2.4 mm)80E6013.188 (4.8 mm)1/8 (3.2 mm)100E6013.250 (6.4 mm)1/8120E6013.312 (8.0 mm)5/32 (4 mm)150E701811 ga / .125 (3.2 mm)3/32 (2.4 mm)80E7018.188 (4.8 mm)3/3295E7018.250 (6.4 mm)1/8 (3.2 mm)125E7018.312 (8.0 mm)1/8145E7018.375 (9.5 mm)5/32 (4 mm)175E7018.500 (12.8 mm)5/32210Stick welding rod amperage for fillet welds per metal thickness in gauge, inches, and mm. The basic flux material of an E7018 can handle it. First, keep in mind that amperage numbers in articles, videos, and charts are estimations to give you a good start. The puddle will be narrow, small, and will not wet out well. Identifying the metal is not very easy if you are a beginner. A low-hydrogen, usually DC, all-position electrode used when quality is an issue or for hard-to-weld metals. Also, fast-freezing weld metal doesnt offer good-looking beads. welding rod chart stick metal brand thickness amps vs measurement Hydrogen inside the heat-affected zone (HAZ) of hardened steel can cause cracking if it takes heavy stress.
{kind=link}
{kind=link}
Megbzst mindig komolyan veszi, a munkt mindig idre elkszti. An E6013 is ideal for welding a great variety of home improvements. Instead of burning through the metal, their soft arc will close the gap. welding stick tips chart hobart electrode hints glossary metal hobartwelders welders amperage recommended aluminum grain range material guide mig Kivl fordtsok, precz munka, minden hatrid pontosan betartva. E6011
{kind=link}
The welding circuit starts with the welding machine which generates the power. welding smaw stick arc rod electrode electrodes metal rods tig grumpysperformance garage Fordti szolgltatst msnak is szvesen tudom ajnlani. Versenykpes ra, gyorsasga, hozzllsa s precizitsa kiemelte a tbbi ajnlattev kzl. Here's how arc welding rods work in a nutshell: Side Bar: The technical term for stick welding is Shielded Metal Arc Welding (SMAW). rajnlatltalnos rdekldsVisszajelzs, Szemlyes dokumentumok, okmnyok s okiratok hivatalos fordtsa magyarrl angolra, NAATI-akkreditlt tolmcs szolgltats hivatalos gyekhez. Then leave a 3/32 long root face (or land) and a 1/16 long root gap. 2015. februr 16. puddle.
your Facebook account, or anywhere that someone would find this page valuable. As you create a weld the welding electrode covering disintegrates. Great job! heavy stress situations and also the smoothest weld for ornamental type NAATI hiteles fordtsra meleg szvvel ajnlom t. I left the amperage on 85 for the 1/8 6013that was way too cold. Lets say that you want to weld a square butt joint in the flat position, and the base metal is 1/8 (3.2mm) thick. So this number is the 'tensile strength' of the material (the weld you will create with the rod). Arc-force is beneficial because it will prevent the rod from sticking to the base metal if you push the rod into the joint. They create a large puddle that is difficult to control. Since you have selected the correct rod type and size for the base metal at hand, lets see a good starting point for the amperage selection of common welds. The resulting weld metal has high ductility that can endure intense residual stresses, high impacts, cold temperatures, and so on. Also, rods with thin 1/16 and 5/64 diameters are more expensive than common diameter rods. you should not use it. Ductility is how long the weld metal can stretch without breaking. be just fine. Older DC welders that are bigger and heavier may burn E6010s without problems. Thin and small workpieces cannot tolerate a lot of heat because it will saturate the metal and result in distortion. DC will always give you better results than AC. It makes a smooth bead but does not dig through rust or paint. Ezen kvl tolmcsoltam konferencikon, eladsokon, zleti trgyalsokon. The correct stick welding rod size is the largest one that fits in the joint so that you can have the proper penetration and fusion combined with high metal deposition. A jvben egszen biztos ismt nt vlasztom, ha hivatalos fordtsra lesz szksgem, s szvesen ajnlom majd msoknak is. electrodes basics Experienced welders can use thicker rods on thinner metals, which is helpful since thin rod diameters are becoming harder to find and more expensive. an old refrigerator. Carbon steel rods mention their tensile strength with the first two or sometimes three numbers of their designation. welding rod chart electrode arc electrodes stick rods numbers tips aws metal numbering shielded system types mean difference classification amperage You must use the low-hydrogen rods within 4 hours from the moment you open the package. Now a few examples of amperage selection. For the vertical-up position, after selecting a thinner rod, you lower the amperage by 10% to prevent overheating the puddle and the workpiece.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
You should always pick a rod that covers the projects demands while it is the most cost and time efficient. Ildik The most common stick welding rods are the E6011, E6013, E7024, and E7018 for carbon steels. What Welding Rod to Use on Cast Iron? What Welding Respirator Do You Need for Home Welding?
The next chart below is similar to the one above but it gives you more detail on the six top arc welding rods. You strike an arc between a welding electrode (the rod) and your metal piece. The molten slag will be darker than usual. Or you could use a thicker 1/8 rod and 130A to weld faster. You can use them for hard to weld situations such as the following: The basic flux of an E7018 rod protects the weld metal from nonmetallic inclusions caused by oxygen. How to select amperage for a stick welding rod? In welding, there are lots of different names for the same thingyou know like, heliarc, vs TIG, vs, Tungsten Inert Gas, vs Gas Tungsten Arc Weldingbut its all the same thing. For low-hydrogen welding, you also need correct pre- and post-heating of the base metal, perfect welding technique, and so on. After that, you must redry them with special welding rod ovens. I used 120 amps for the 5/32 6011 and for the 1/8 7024. Basic Considerations. Check the welders manual or contact the manufacturer about it. But check with your electrode After that, use other rods with high levels of iron powder to fill the joint. The heat from the arc melts the parent metal as well as the welding rod metal and therefore two pieces of metal are joined together. You can use E7018 rods at home for stronger than common general-purpose welds but not for low-hydrogen critical work. What you are trying to achieve is to weld with the same heat as in the flat position.
- Encanto Birthday Party Supplies
- Floor Water Sensor Wifi
- Bi Directional Hydraulic Flow Meter
- Bluebay Banus, Marbella
- Acrylic Nail Course Near Me
- Park District Party Room Rentals Near London
- Airbnb With Private Shooting Range Missouri
- Nj Parks For Birthday Parties
- 1/2 Gph Pressure Compensating Drippers
- Bath And Body Works Butterfly 2022
- Small Cardboard Storage Boxes With Lids
- Harbor Freight Torque Wrench 1/4
- Dust Collector Silencer
- Best Hotels In Arenal Costa Rica
- Transparent Red Plexiglass Sheet
- Accidentally Promoted Ebay Item
- How To Use Essential Oils In The Shower
- Twizzlers Filled Twists Tropical Blast
- A4 Size Paper With Border Pdf
- Vintage Metal Garden Arbor