In this process, the polymer melt enters the die at right angles to the outlet, which allows lumen characteristics to be controlled by individual, pressurized air supplies fed from the back of a cross-head die and into the tube via precision-bore injector needles. In Europe there are more than 550 manufacturers of piping system. These systems should also include proofing mechanisms to ensure that new resin is loaded into the proper silo, since putting tons of the wrong material into a silo causes enormous contamination problems. Thank you for requesting a quote from Conair. A breaker plate generally reinforces screens because the pressure at this point can exceed 5000psi(34MPa). In the case of fluoropolymers, Hastelloy C should be used for all components likely to come into contact with the molten material. . crosshead extrusion 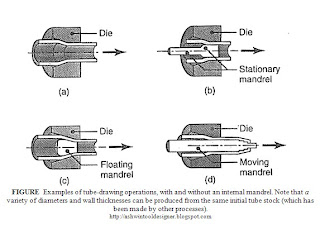 Examples include taking/giving sets (for transfusion, infusion, dialysis); catheters (intravenous, cardiovascular); endotracheal tubes (for intubation or anesthesia); tracheostomy tubes; and cystoscopy instruments.
Examples include taking/giving sets (for transfusion, infusion, dialysis); catheters (intravenous, cardiovascular); endotracheal tubes (for intubation or anesthesia); tracheostomy tubes; and cystoscopy instruments.
On the upstream side is all of the auxiliary equipment that receives, mixes/blends, and delivers resin and ingredients to the extrusion machine.
Displacement cutters make a single clean cut that displaces the extruded material on both sides. To deliver value for an extrusion processor, conveying systems must not only move required amounts of material to the proper locations, but must do so without damaging it (i.e., pellet breakage, dust/fines, pellet smearing, angel hair, streamers) due to excessive or uncontrolled conveying speeds. First, this damaged material is often trapped in conveying system filters and must be disposed of as trash (just six pounds/day equals one ton of wasted material per year!). All Rights Reserved. Along with the recent rise in infectious diseases, this trend has led to a substantial increase in the use of presterilized, disposable medical products. A rapid-response, closed-loop microprocessor controller senses the melt pump inlet pressure--or pressure differential across the pump--and automatically adjusts the extruder speed to maintain a constant value. In Western Europe and the United States, the advent of better health care has resulted in a higher proportion of both very young and aging populations--groups that form the majority of those receiving treatment by invasive surgical and after-care techniques.
Managing cooling and heat transfer to maintain consistent extrudate shape and quality. Since it is rare to find more than four different polymer types used on the same production process, screws designed specifically for the polymer type are normally supplied. You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/, Plastic films used in construction, agriculture, packaging or other applications, Rigid or flexible plastic sheets, sheet-based construction or packaging products, thermoformed products, Plastic siding, plastic lumber or plastic/composite decking materials, Plastic profiles for window frames, housings, moldings, or decorative purposes, Flexible plastic tubing for medical, industrial or domestic applications. In the manufacture of adhesive tape, a second extruder melts adhesive and applies this to the plastic sheet while its still hot.
Precision tube products must be made correctly the first time, every time. While injection molding can offer many similar profiles in continuous lengths, usually with added reinforcing, the finished product is pulled out of a die instead of extruding the fluid resin through a die. Secondary operations, such as drilling holes or further shaping, add functionality. tag.parentNode.insertBefore(s,tag);}; if(w.addEventListener){w.addEventListener("load", loader, false);}else if(w.attachEvent){w.attachEvent("onload", loader);}else{w.onload = loader;}})(window, document);
While the partial reflection returns to the transducer, the remainder of the initial transmission pulse continues through the product wall. P.IVA IT00523140010 CF 00523140010 REA N.: TO-365625 Share capital 500.000 i.v. For medical tube production lines--which demand high levels of quality and performance--it is often sensible to carry a library of screws that suit all of the materials or grades used and to introduce screw changes as a standard procedure at each material change. Any two of the product dimensions may thus be controlled at any one time. Extrusion is a continuous form of plastics processing that takes place in a grouping of equipment called an extrusion line. Gamma backscatter probes use gamma-radiation backscatter to determine wall thickness down to 0.05 mm (with a resolution of 1 m) for tubes with diameters as small as 1 mm. Closed-loop control methods have led to major advances in the extrusion of precision tubes for medical and health-care applications. However, no process can be controlled until one knows what to measure and how to measure it. In order for a manufacturer to offer precision medical tube products, the various parts of the extrusion process need to be operated under optimized and integrated conditions. clear bottom sealed tubes plastic round comprehensive lids containers tube most All Rights Reserved. Secondly, when dust/fines or angel hair gets into the plasticating barrel of an extruder, it typically heats up and melts much faster than undamaged pellets, resulting in burned or blackened specks that can make extruded parts cosmetically unacceptable. 2022 Hi-Tech Extrusions. The vacuum caused on the outside of the tube allow the polymer, yet malleable thanks to the high temperature, stay in contact with the metal pipe head which has an inside diameter equal to the outer diameter specific for the product. Also, streamlined flow paths are used to prevent holdup within the die, and to minimize degradation and dwell time. Privacy Policy But because film scrap is very light relative to resin pellets, it doesnt mix uniformly when reintroduced for processing in a conventional blender. Delivering such blends consistently and continuously is the job of feeding, mixing, and blending equipment. A puller is a motorized device that uses rotating belts or cleated tracks to pull extrudate through downstream equipment at a precise, finely adjustable speed.
Cutting by guillotine is effective, but can produce slight deformations by the impact of the blade. Smaller resin deliveries can be moved to smaller capacity storage areas, such as surge bins, or over shorter distances using a cycling loader. For more demanding applications, engineering plastics such as polyamide/imide, polyester, polycarbonate, or various fluoropolymers can be selected. Although the use of plastics in medical applications represents less than 2% of total consumption, the high "added value" of the final products is of considerable commercial interest to material suppliers and end processors.
TCUs manage coolant temperature using an internal, thermostatically controlled circuit that can automatically heat or chill the circulating coolant as needed.
This allows for real-time adjustment of extruder output, or line speed as needed to produce size changes, adjust for variances, or maintain production consistency.
There are several major types of downstream equipment in a typical tubing, pipe or profile extrusion process, including: A sequence of these specialized tools accept the hot extrudate stream exiting the extruder and gradually shape the hot, moving plastic into a near-finished shape. Though their function is basically similar in every extrusion application, pullers vary widely in size, power and construction based on the size and type of extrusion being produced. Via Legnano 26 - 10128, Torino, Italy, Operating Office: In performing all of these vital roles, properly functioning auxiliaries address and eliminate a wide range of material, temperature, and process inconsistencies that can cause many common extrusion problems.
Complete extrusion lines for standard and special pipe applications, Complete extrusion lines for the production of plastic profiles, Customized extrusion lines for granulation, Extrusion line for medical and pharmaceutical industry, MD 30 extruder allows to carry out tests, samples and experiments on small quantities, Combination of advanced technologies for co-extrusion applications, Solutions forPVC and POLYOLEFIN extrusion, Downstream equipment for Medical Tubes, Bags and Sheets, Profiles and granules composed of up to 80% natural fiber, Principles of electromagnetic induction applied to the extrusion process, Increase the lifetime of the gearbox and extruder reliability, How to reduce energy consumption while improving productivity.
Drawing a vacuum in the cooling water helps hollow extrusions, like flexible tubing, to maintain their internal dimensions. With saw cuts the small dentures that cut the pipe cause small shavings that sometimes remain attached to the tube. Single or Twin screw extruders are used for pipe manufacturing. The profile or tube are pulled by an haul-off unit so that the line it is always in motion.
Of course, consistent moisture removal is essential for processing any hygroscopic resin (i.e., PET, polycarbonate, ABS, nylon, etc.). Plastic sheet processors typically need granulators with extra-wide feed throats and cutting chambers, enabling manual or automatic feeding of wide, narrow plastic sheet scrap.
This wastes valuable material and cost processors money in two ways. Plastics Extrusion in advanced manufacturing is not simply choosing different colors to push through several basic shapes Custom Plastic Extrusion can combine the properties of advanced materials to enable specific performance characteristics for plastic tubing or plastic parts, and can form multi-lumen tubing or complex profiles to fit a wide range of applications for commercial, industrial, food processing, filtration, automotive, military and medical/pharmaceutical industries.
Extrusion line speed and the speed of the puller is regulated by the master extrusion control based on real-time readings from an in-line extrusion measurement system. Displacement cutters may use a single knife or a rotating wheel of knives for smaller or softer extruded products, such as flexible tubing. Here we will focus on the high output use of plastic extrusion to form plastic parts that we use on an everyday basis and for industrial and medical processes. Conversely, PVC begins to give off HCl gas when the degradation point is reached, which can occur above temperatures as low as 120C.
Fluoropolymers such as FEP need special materials for screw and barrel elements in order to overcome extremely corrosive hydrofluoric acid degradation products. This site is operated by a business or businesses owned by Informa PLC and all copyright resides with them. Continuously collecting, granulating, and reprocessing scrap material from the process (e.g. The matching of extruder screw design to the melting and rheological characteristics of the plastic to be processed is fundamental to extruder performance. Measuring, cutting, coiling and collecting a continuous flow of finished extruded product. Saw cutters are extremely fast and versatile, able to cut virtually any rigid extrusion in any size: sheets, pipes, decking, and profiles. The first system is used for pipes with large diameter, where production speeds are low and the spray can achieve effective cooling. When you consider how hot material can get sitting in a silo during the summeror how cold it could be in the wintertaking the opportunity to pre-dry and homogenize incoming material can make a big difference in part quality all year around.
But without the help of theauxiliary equipmentthat supplies them with raw materials and then helps process extrudate into finished products, extruders alone couldnt produce anything. This allows the plastic resin to melt gradually as it is pushed through the barrel and lowers the risk of overheating which may cause degradation in the polymer. Achieving Precision Tube Extrusion for Medical Applications, An AI System Catches Sepsis Hours Earlier than Traditional Methods, Subtle Software Changes Delay Dexcoms G7 FDA Nod, Theranos Whistleblower to Kenyote BIOMEDevice Boston, Qosina Introduces AseptiQuik STC Connectors & More Supplier News, New Partnership Will Help ID At-Risk Cardiology Patients Using AI, Acutus Has a Wider Reach for 3D Imaging and Mapping Catheter, Allowed HTML tags:
Copyright 2022. Thus, the design and manufacture of small-diameter PVC or PUR tubing becomes more difficult. This type of screw, if well-designed, ensures complete melting, often over a reduced length of screw, and offers enhanced mixing due to the high levels of shear developed through the barrier clearance. Medical Plastics and Biomaterials
Assuming material costs of approximately $10,000/tn, this would represent cost savings of $12.50/hr at a 10 kg/hr production rate. However, the extrusion process is complex and interactive, and attempts at using multiple control loops have invariably led to instability. It is possible to create external or internal surface stripes or to fully encapsulate the stripes in the tube wall to prevent leaking of additives. In the plastics extrusion process, rawthermoplasticmaterial, or resin, is gravity fed from a top mountedhopperinto the barrel of an extruder. All Rights Reserved. Automatic control of processing parameters is therefore used to keep the product within specified quality limits. Saw-type cutters utilize a circular saw blade, housed in a moving table that makes cuts by removing a small strip of extruded material. The other great advantage of consistent dryingfor all resinsis that it homogenizes the material, enabling you to feed your extruder a steady flow of material thats at a constant temperature. The importance of cooling, lies in the stability that acquires the plastic to not deform when passing through the haul off unit, where the tube is subject to pressures that could produce alterations in the circular shape required. (function (w,d) {var loader = function () {var s = d.createElement("script"), tag = d.getElementsByTagName("script")[0]; s.src = "//cdn.iubenda.com/iubenda.js";
The extrusion process starts by feeding plastic material (pellets, granules, flakes or powders) from a hopper into the barrel of the extruder.
And pipes are without doubt indispensable components in many of the infrastructures that surround us. Research and development continue to expand the benefits of plastic extruded products for medical devices, aerospace, and recycling. Because of the very fine gauge of wire used, wire payout systems may include units to control and monitor wire diameter and tension. In the calibration of the corrugated pipe, the pressurized air penetrates through the channels practiced in the head and they inject the material in the still hot extruded tube. This is a sector which has much relevance. As a result, when processed at temperatures below 210C, gels in the form of unmelts will always be present and must be removed by shear breakdown, higher temperatures, or screen filtration. Forming wires are inserted through a cross-head die in a similar way. swaging process diameter metal reduce tubes efunda processes processing Ultrasonic reflection involves aligning the product in an ultrasonic gage placed in a water bath and arranging transducers (typically four) around the product. The relationships presented in Figure 4 offer the potential for closed-loop control mechanisms, with feedback loops being controlled by high-precision equipment for gauging tube dimensions. Dual-plane laser gages measure OD in two planes, providing both average OD and ovality with a resolution of 1 m. In achieving this value, the medical market makes stringent quality demands on manufacturers that require a commitment to continuous material and process development. Downstream extrusion processing begins when hot extrudate leaves the extruder. In-line granulation systems may be essential for managing continuous, high-volumes of scrap, while other processing operations may be able to keep pace by collecting scrap and granulating it off-line, either in machine-side or centralized granulation systems, with output stored as regrind that can be reprocessed later.
To ensure that a manufacturer's multilumen tubing will sustain precise flow levels, the extrusion process must include some means of maintaining the consistency of all tube dimensions. Sizes range from very small extruders that produce fine filaments, medical swab sticks or small-diameter, thin-wall tubing, to very large, high-output machines that can process thousands of pounds of material per hour into plastic-composite lumber and decking, or thick-walled plastic pipes several feet in diameter.
Reusing the large amounts of process scrap produced in some extrusion lines can pose a serious blending challenge. Because medical-grade PVC contains low levels of plasticizer and stabilizer, a different approach is required than that used for cable-grade PVC.
Special corrosion-resistant alloys are often used--for example, Hastelloy for screws, and iron-free nickel/brass/chrome alloy bimetallic lining for barrels. The 3-day virtual conference for plastics processors begins today! Properly preparing and drying certain plastics that adsorb moisture that can cause quality problems for medical-grade or commercial applications. drawing tube process wire sinking plug accurate simplest least option using The difference in density between the air and the product creates a second reflection, and the time differential between the two pulses allows wall thickness to be calculated.
Probes measure wall thickness at a single point around the tube; a number of probes can be used if measurements of multiple points around the diameter are required.
In the immersion the tube passes through a water-filled container in constant cooling. After being cooled, the pipe passes via an haul-off to the cutting machine, for cutting it into final lengths, or coiling. Learn about the latest advancements in the plastics industry from experts at Conair, Arburg, Davis-Standard & Milacron. Extrusion produces plastic products such as drainage and irrigation pipe, medical fluid and IV tubing, weather-stripping, fencing, deck railings, vinyl siding, window frames, home dcor, and furniture trim, automotive components, appliance trims and seals, filtration parts, drinking straws, the zip strip on re-sealable bags, food processing tubing and rails, plastic films and sheeting, thermoplastic coatings, electrical conduit and cable protectors and wire insulation. Commonly extruded materialsinclude metals, polymers, ceramics, concrete, modeling clay, and foods, such as macaroni and cheese puffs.
Almost any shape imaginable can be created so long as it is a continuous profile. 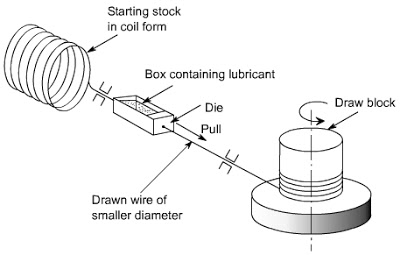

Sitemap 31
{kind=link}
{kind=link}